Concept explainers
Videos
10 minutes per unit. Part 2 is simultaneously processed at work-station C for 20 minutes per unit. Work stations B and C feed the parts to an assembler at workstation D. w here the two parts are assembled. The time at workstation D is 15 minutes.
a) What is the bottleneck of this process?
b) What is the hourly capacity of the process?
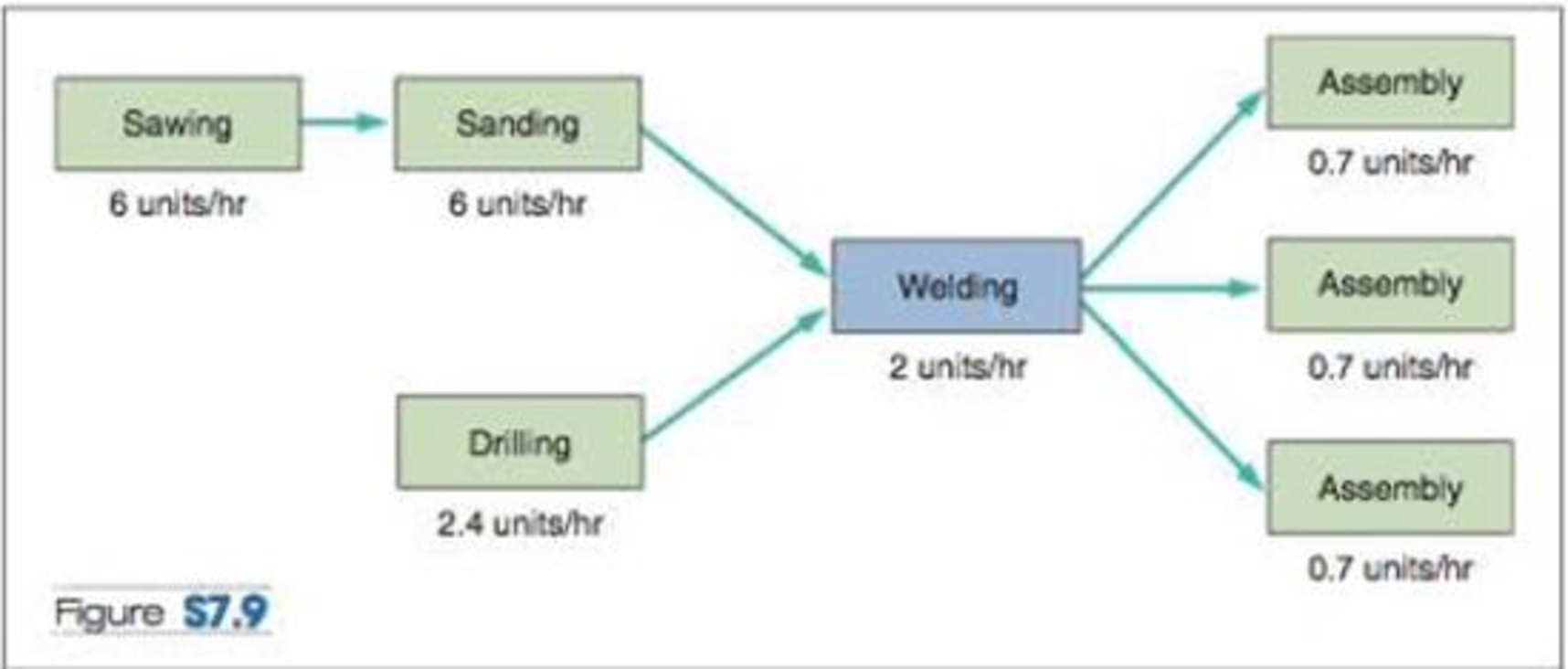
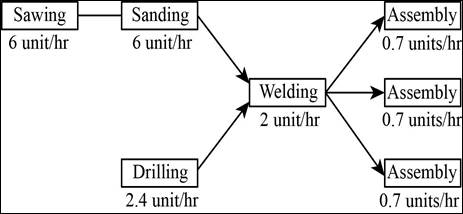
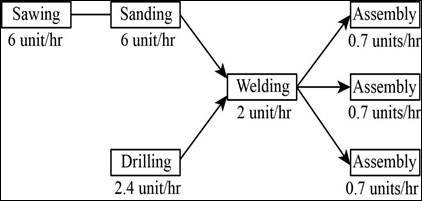
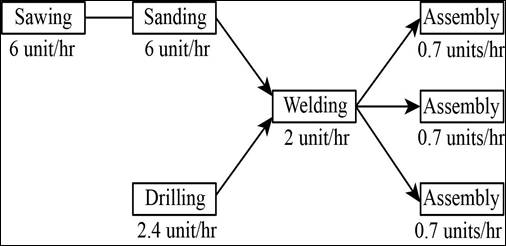
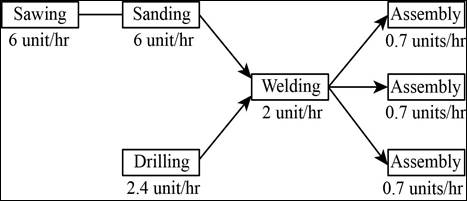
•• S7.15 A production process at Kenneth Day Manufacturing is shown in Figure S7.9. The drilling operation occurs separately from, and simultaneously with, sawing and sanding, which are independent and sequential operations. A product needs to go through only one of the three assembly operations (the operations are in parallel).
a) Which operation is the bottleneck?
b) What is the bottleneck time?
c) What is the throughput time of the overall system?
d) If the firm operates 8 hours per day. 20 days per month, what is the monthly capacity of the manufacturing process?
a)
To determine: The bottleneck operation.
Introduction:
Bottleneck time:
The bottleneck time of the system is the process in the system which takes the most amount of time to complete its activity. The bottleneck time will reduce the overall efficiency of the system.
Answer to Problem 15P
The bottleneck operation is Welding.
Explanation of Solution
Given information:
Formula to convert capacity into process time:
Formula to calculate overall assembly operation process time:
Calculation of process time for each operation:
The process time of each station is calculated by dividing the number of minutes with the production capacity of the station.
Sawing:
Sanding:
Drilling:
Sawing:
Welding:
Assembly at one operation:
Calculation of overall assembly operation process time:
The overall assembly operation process time is calculated by dividing the process time at one assembly operation by the Number of assembly operations.
Identification of the bottleneck time of the system:
The bottleneck time of the system is the operation which has the highest process time. Welding has the highest process time when compared to the other operations (30>10, 10, 25, 10, 28.57). Hence, the bottleneck time of the system is 30 minutes per unit.
Therefore, the bottleneck operation is Welding.
b)
To determine: The bottleneck time of the bottleneck operation.
Introduction:
Bottleneck time:
The bottleneck time of the system is the process in the system which takes the most amount of time to complete its activity. The bottleneck time will reduce the overall efficiency of the system.
Answer to Problem 15P
The bottleneck time of the bottleneck operation is 30.
Explanation of Solution
Given information:
Formula to convert capacity into process time:
Formula to calculate overall assembly operation process time:
Calculation of process time for each operation:
The process time of each station is calculated by dividing the number of minutes with the production capacity of the station.
Sawing:
Sanding:
Drilling:
Sawing:
Welding:
Assembly at one operation:
Calculation of overall assembly operation process time:
The overall assembly operation process time is calculated by dividing the process time at one assembly operation by the number of assembly operations.
Identification of the bottleneck time of the system:
The bottleneck time of the system is the operation which has the highest process time. Welding has the highest process time when compared to the other operations (30 > 10, 10, 25, 10, 28.57). The bottleneck operation is Welding.
Hence, the bottleneck time of the bottleneck operation is 30 minutes per unit.
c)
To determine: The throughput time of the time of the overall system.
Introduction:
Throughput time:
The throughput time of a system is the time taken for a product to pass from the raw materials stage to the finished goods stage. The higher the throughput time the more efficient the system will be.
Answer to Problem 15P
The throughput time of the overall system is 140.71 minutes.
Explanation of Solution
Given information:
Formula to convert capacity into process time:
Formula to calculate throughput time:
Calculation of process time for each operation:
The process time of each station is calculated by dividing the number of minutes with the production capacity of the station.
Sawing:
Sanding:
Drilling:
Sawing:
Welding:
Assembly at one operation:
Calculation of throughput time:
The throughput time is calculated by identifying the maximum value of the summation of process times of Sanding, Sawing, Welding, assembly and the summation of process times of Drilling, Welding, and Assembly.
Hence, the throughput time of the overall system is 140.71 minutes.
d)
To determine: The monthly capacity of the manufacturing process.
Introduction:
Bottleneck time:
The bottleneck time of the system is the process in the system which takes the most amount of time to complete its activity. The bottleneck time will reduce the overall efficiency of the system.
Monthly capacity:
The monthly capacity is the number of units the firm is able to produce in a month’s time. It will be calculated taking into consideration of the resources and constraints present in the manufacturing process.
Answer to Problem 15P
The monthly capacity of the manufacturing process is 320 units per month.
Explanation of Solution
Given information:
Operating time = 60 minutes / 8 hour / day
Number of days = 20 / month
Formula to convert capacity into process time:
Formula to calculate overall assembly operation process time:
Formula to calculate monthly capacity:
Calculation of process time for each operation:
The process time of each station is calculated by dividing the number of minutes with the production capacity of the station.
Sawing:
Sanding:
Drilling:
Sawing:
Welding:
Assembly at one operation:
Calculation of overall assembly operation process time:
The overall assembly operation process time is calculated by dividing the process time at one assembly operation by the Number of assembly operations.
Identification of the bottleneck time of the system:
The bottleneck time of the system is the operation which has the highest process time. Welding has the highest process time when compared to the other operations (30 > 10, 10, 25, 10, 28.57). Hence, the bottleneck time of the system is 30 minutes per unit.
Calculation of monthly capacity:
The monthly capacity is calculated by multiplying the operating time per day with the number of days per month and dividing the resultant value with the bottleneck time of the system.
Hence, the monthly capacity of the manufacturing process is 320 units per month.
Want to see more full solutions like this?
Chapter 7 Solutions
EBK PRINCIPLES OF OPERATIONS MANAGEMENT


- CASE STUDY 9-1 Was Robert Eaton a Good Performance Management Leader? R obert Eaton was CEO and chairman of Chrys- ler from 1993 to 1998, replacing Lee Iacocca, who retired after serving in this capacity since 1978. Eaton then served as cochairman of the newly merged DaimlerChrysler organization from 1998 to 2000. In fact, Eaton was responsible for the sale of Chrysler Corporation to Daimler-Benz, thereby creating DaimlerChrysler. With 362,100 employees, DaimlerChrysler had achieved revenues of €136.4 billion in 2003. DaimlerChrysler's passenger car brands included Maybach, Mercedes-Benz, Chrysler, Jeep, Dodge, and Smart. Commercial vehicle brands included Mercedes-Benz, Freightliner, Sterling, Western Star, and Setra. From the beginning of his tenure as CEO, Eaton communicated with the people under him. He immediately shared his plans for the future with his top four executives, and upon the advice of his colleague, Bob Lutz, decided to look around the company before making any hasty…arrow_forwardCritically assess Martin’s coaching style.arrow_forwardCompare Robert Eaton’s performance management leadership presented in the case against the performance management leadership principles, functions, and behaviors. What recommendations can be made about what he might do more effectively? Explain and defend your answer.arrow_forward
- In the context of the material in Chapter 9, provide a critical analysis of the decisions that Henry has made in assigning Martin to this role.arrow_forwardpanies (pp. 80-118). New York, NY: Times Books, specifically Chap. 4, "Robert Eaton and Robert Lutz; The Copilots." CASE STUDY 9-2 Performance Management Leadership at Henry's Commercial Sales and Leasing H enry is the owner of a small real estate agency that handles the sale and leasing of commercial property. He has two real estate agents working in the office, along with himself. He also has two customer service representatives (CSRs), each of whom has a real estate license, and one receptionist who has worked for the company for about three months. Henry has recently decided that he needs another customer service representative. He hasarrow_forwardDiscuss possible solutions to help Tara become an effective CSR. What should martin be doing to help her?arrow_forward
- What are the ethical challenges regarding employees (i.e., diversity, discrimination, sexual harassment, privacy, employee theft, bad leadership, etc.) that Apple Inc. has faced over the past five to ten years and that they should prepare to face in the next five to ten years. Once a developed list of challenges is created, consider how having faced those challenges will impact and be impacted by the social cause you've selected. Propose the findings on the ethical challenges faced by Apple Inc. in recent history and the near future. Analyze ways in which each challenge was (and/or could be) appropriately handled and areas for improvement. Evaluate the ethical/moral aspects of Apple Inc. that protected it from ethical challenges in the past and could protect it in the future. Assess how ethical challenges and handling of ethical challenges could positively or negatively impact the charitable cause are selected and how the selection of your social cause could positively or negatively…arrow_forwardBy selecting Cigna Accredo pharmacy that i identify in my resand compare the current feedback system against the “Characteristics of a Good Multiple Source Feedback Systems” described in section 8-3-3. What can be improved? As a consultant, what recommendations would you make?arrow_forwardScenario You have been given a task to create a demand forecast for the second year of sales of a premium outdoor grill. Accurate forecasts are important for many reasons, including for the company to ensure they have the materials they need to create the products required in a certain period of time. Your objective is to minimize the forecast error, which will be measured using the Mean Absolute Percentage Error (MAPE) with a goal of being below 25%. You have historical monthly sales data for the past year and access to software that provides forecasts based on five different forecasting techniques (Naïve, 3-Month Moving Average, Exponential Smoothing for .2, Exponential Smooth for .5, and Seasonal) to help determine the best forecast for that particular month. Based on the given data, you will identify trends and patterns to create a more accurate forecast. Approach Consider the previous month's forecast to identify which technique is most effective. Use that to forecast the next…arrow_forward
- Approach Consider the previous month's forecast to identify which technique is most effective. Use that to forecast the next month. Remember to select the forecasting technique that produces the forecast error nearest to zero. For example: a. Naïve Forecast is 230 and the Forecast Error is -15. b. 3-Month Moving Forecast is 290 and the Forecast Error is -75. c. Exponential Smoothing Forecast for .2 is 308 and the Forecast Error is -93. d. Exponential Smoothing Forecast for .5 is 279 and the Forecast Error is -64. e. Seasonal Forecast is 297 and the Forecast Error is -82. The forecast for the next month would be 230 as the Naïve Forecast had the Forecast Error closest to zero with a -15. This forecasting technique was the best performing technique for that month. You do not need to do any external analysis-the forecast error for each strategy is already calculated for you in the tables below. Naïve Month Period Actual Demand Naïve Forecast Error 3- Month Moving Forecast 3- Month Moving…arrow_forwardScenario You have been given a task to create a demand forecast for the second year of sales of a premium outdoor grill. Accurate forecasts are important for many reasons, including for the company to ensure they have the materials they need to create the products required in a certain period of time. Your objective is to minimize the forecast error, which will be measured using the Mean Absolute Percentage Error (MAPE) with a goal of being below 25%. You have historical monthly sales data for the past year and access to software that provides forecasts based on five different forecasting techniques (Naïve, 3-Month Moving Average, Exponential Smoothing for .2, Exponential Smooth for .5, and Seasonal) to help determine the best forecast for that particular month. Based on the given data, you will identify trends and patterns to create a more accurate forecast. Approach Consider the previous month's forecast to identify which technique is most effective. Use that to forecast the next…arrow_forwardUse the internet to obtain crash safety ratings for passenger vehicles. Then, answer thesequestions:a. Which vehicles received the highest ratings? The lowest ratings?b. How important are crash-safety ratings to new car buyers? Does the degree of importancedepend on the circumstances of the buyer?c. Which types of buyers would you expect to be the most concerned with crash-safety ratings?d. Are there other features of a new car that might sway a buyer from focusing solely on crashsafety? If so, what might they be?arrow_forward
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage, MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing
MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning