
Operations and Supply Chain Management 9th edition
9th Edition
ISBN: 9781119320975
Author: Roberta S. Russell, Bernard W. Taylor III
Publisher: WILEY
expand_more
expand_more
format_list_bulleted
Concept explainers
Videos
Textbook Question
Chapter 17, Problem 4P
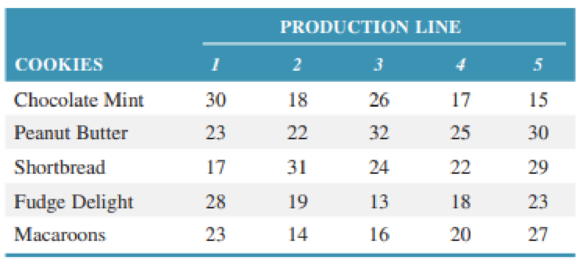
Sunshine House received a contract this year as a supplier of Girl Scout cookies. Sunshine currently has five production lines, each of which will be dedicated to a particular kind of cookie. The production lines differ by sophistication of machines, site, and experience of personnel. Given the following estimates of processing times (in hours), assign cookies to lines to minimize the sum of completion times:
Expert Solution & Answer
Want to see the full answer?
Check out a sample textbook solution
Students have asked these similar questions
Use the internet to obtain crash safety ratings for passenger vehicles. Then, answer thesequestions:a. Which vehicles received the highest ratings? The lowest ratings?b. How important are crash-safety ratings to new car buyers? Does the degree of importancedepend on the circumstances of the buyer?c. Which types of buyers would you expect to be the most concerned with crash-safety ratings?d. Are there other features of a new car that might sway a buyer from focusing solely on crashsafety? If so, what might they be?
“Implementing a Performance Management Communication Plan at Accounting, Inc.”
Evaluate Accounting Inc.’s communication plan. Specifically, does it answer all of the questions that a good communication plan should answer? Which questions are left unanswered? How would you provide answers to the unanswered questions? “Implementing an Appeals Process at Accounting, Inc.”
If you were to design an appeals process to handle these complaints well, what would be the appeal process? Describe the recommended process and why.
The annual demand for water bottles at Mega Stores is 500 units, with an ordering cost of Rs. 200
per order. If the annual inventory holding cost is estimated to be 20%. of unit cost, how frequently
should he replenish his stocks? Further, suppose the supplier offers him a discount on bulk
ordering as given below. Can the manager reduce his costs by taking advantage of either of these
discounts? Recommend the best ordering policy for the store.
Order size Unit cost (Rs.)
1 – 49 pcs. 20.00
50 – 149 pcs. 19.50
150 – 299 pcs. 19.00
300 pcs. or more 18.00
Chapter 17 Solutions
Operations and Supply Chain Management 9th edition
Ch. 17 - Scheduling Major League Baseball Umpires It used...Ch. 17 - Scheduling Major League Baseball Umpires It used...Ch. 17 - Solving Tough Scheduling Problems in Healthcare...Ch. 17 - Solving Tough Scheduling Problems in Healthcare...Ch. 17 - Analytics at Airbnb Airbnb is a global community...Ch. 17 - Analytics at Airbnb Airbnb is a global community...Ch. 17 - Analytics at Airbnb Airbnb is a global community...Ch. 17 - Analytics at Airbnb Airbnb is a global community...Ch. 17 - How do scheduling activities differ for projects,...Ch. 17 - Why is scheduling a job shop so difficult?
Ch. 17 - What three functions are typically performed by a...Ch. 17 - Prob. 4QCh. 17 - How can the success of a scheduling system be...Ch. 17 - Describe the process of loading and load leveling....Ch. 17 - What is the purpose of dispatch lists? How are...Ch. 17 - When should the following sequencing rules be...Ch. 17 - Give examples of sequencing rules you use to...Ch. 17 - What information is provided by the critical ratio...Ch. 17 - How are work packages, hot lists, and exception...Ch. 17 - What are Gantt charts, and why are they used so...Ch. 17 - Explain the concept behind input/output control....Ch. 17 - Explain the difference between infinite and finite...Ch. 17 - How does theory of constraints differ from...Ch. 17 - Explain the drum-buffer-rope concept.Ch. 17 - Discuss the similarities and differences between...Ch. 17 - What are some typical issues involved in employee...Ch. 17 - What quantitative techniques are available to help...Ch. 17 - At Valley Hospital, nurses beginning a new shift...Ch. 17 - Valley Hospital (from Problem 17.1) wants to focus...Ch. 17 - Prob. 3PCh. 17 - Sunshine House received a contract this year as a...Ch. 17 - Karina Nieto works for New Products Inc., and one...Ch. 17 - Decenture has four new IT hires available for...Ch. 17 - Blue Jeans Modeling Agency specializes in...Ch. 17 - Evan Schwartz has six jobs wailing to be processed...Ch. 17 - College students always have a lot of work to do,...Ch. 17 - Today is day 4 of the planning cycle. Sequence the...Ch. 17 - Alices Alterations has eight jobs to be completed...Ch. 17 - Jobs A. B, C, and D must be processed through the...Ch. 17 - Sequence the following jobs by (a) SPT, (b) DDATE,...Ch. 17 - Prob. 14PCh. 17 - Claims received by Healthwise Insurance Company...Ch. 17 - Jobs processed through Percys machine shop pass...Ch. 17 - Prob. 17PCh. 17 - Sassy U makes fashion jeans out of a variety of...Ch. 17 - Restore is a small repair shop that makes...Ch. 17 - Precision Painters, Inc., has five house painting...Ch. 17 - Tracy has six chapters on her desk that must be...Ch. 17 - Updike Upholstery cuts and sews fabric for custom...Ch. 17 - The following data have been compiled for an...Ch. 17 - The input/output report for Work Center 6 is as...Ch. 17 - Kim Johnson, R.N., the charge nurse of the...Ch. 17 - Rosemary Hanes needs help in scheduling volunteers...Ch. 17 - Schedule the wail staff at Vincents Restaurant...Ch. 17 - Mr. Baskins, manager of Tom and Jerrys Ice Cream...
Additional Business Textbook Solutions
Find more solutions based on key concepts
Define cost pool, cost tracing, cost allocation, and cost-allocation base.
Horngren's Cost Accounting: A Managerial Emphasis (16th Edition)
Explain how to derive a total expenditures (TE) curve.
Macroeconomics
(Cost of equity) The common stock for the Bestsold Corporation sells for $58. If a new issue is sold, the flota...
Foundations Of Finance
Determine the price elasticity of demand if, in response to an increase in price of 10 percent, quantity demand...
Microeconomics
Determining Acquisition Cost. Haply, Inc. incurred the following expenditures when acquiring a new assembly mac...
Intermediate Accounting (2nd Edition)
Consider the sales data for Computer Success given in Problem 7. Use a 3-month weighted moving average to forec...
Operations Management: Processes and Supply Chains (12th Edition) (What's New in Operations Management)
Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, operations-management and related others by exploring similar questions and additional content below.Similar questions
- Help answer showing level work and formulasarrow_forwardI need to forecast using a 3-Period-Moving-Average-Monthly forecasting model which I did but then I need to use my forecast numbers to generate a Master Production Schedule (MPS) I have to Start with actual sales (my own test data numbers) for August-2022 Oct-2022 i need to create MPS to supply demand starting November-2022 April 2023 I just added numbers without applying formulas to the mps on the right side of the spreadsheet because I do not know how to do it. The second image is the example of what it should look like. Thank You.arrow_forwardSolve the following Question 1. How do volume and variety affect the process selection and layout types? Discuss 2. How is the human resource aspect important to operation function? Discuss 3. Discuss the supply network design and its impact on the overall performance of the organization.arrow_forward
- The supply chain is a conventional notion, but organizations are only really interested in making products that they can sell to customers. Provided they have reliable supplies of materials and reasonable transport for finished products, logistics is irrelevant. Do you think this is true? If yes, explain, and if no, clearly explain as well.arrow_forwardworking as a program operations managerarrow_forward12 X1, X230 1 x =0x2 write the Following linear Programming model by 1- general Form Canonical Forms Canonical formY 2- Standard Form Max Z=35X+ 4 X 2 +6 X3 ST. X+2X2-5x3 = 40 3X, + 6X2 + 7x 3 = 30 7x, +lox2 x3 = 50 X3 X 2 X 3 <0arrow_forward
- a/ a Minimum cost assign each worker for one job at Jobs J1 12 33 WI 2 4 6 W2 5 W3 5 33 6 7arrow_forwardوبة واضافة هذه القيمة الى القيم Ex: Assign each job for each worker at minimum total Cost عمل لكل عامل وبأقل كلفة ممكنة obs الأعمال Workors العمال J1 J2 J3 J4 W₁ 15 13 14 12 W2 11 12 15 13 W3 13 12 10 11 W4 15 17 14 16arrow_forwardThe average completion time (flow time) for the sequence developed using the FCFS rule = 11.75 days (round your response to two decimal places). The percentage utilization for the sequence developed using the FCFS rule = 42.55 % (enter your response as a percentage rounded to two decimal places). b) Using the SPT (shortest processing time) decision rule for sequencing the jobs, the order is (to resolve a tie, use the order in which the jobs were received): An Alabama lumberyard has four jobs on order, as shown in the following table. Today is day 205 on the yard's schedule. In what sequence would the jobs be ranked according to the decision rules on the left: Job Due Date A 212 B 209 C 208 D 210 Duration (days) 6 3 3 8 Sequence 1 Job B 2 3 4 A D The average tardiness (job lateness) for the sequence developed using the SPT rule = 5.00 days (round your response to two decimal places). The average completion time (flow time) for the sequence developed using the SPT rule = 10.25 days…arrow_forward
arrow_back_ios
SEE MORE QUESTIONS
arrow_forward_ios
Recommended textbooks for you
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management Science
Operations Management
ISBN:9781337406659
Author:WINSTON, Wayne L.
Publisher:Cengage,
Inventory Management | Concepts, Examples and Solved Problems; Author: Dr. Bharatendra Rai;https://www.youtube.com/watch?v=2n9NLZTIlz8;License: Standard YouTube License, CC-BY