Concept explainers
Videos
Tuff-Rider, Inc. manufactures touring bikes and mountain bikes in a variety of frame sizes, colors, and component combinations. Identical bicycles are produced in lots of 100. The projected demand, lot size, and time standards are shown in the following table.
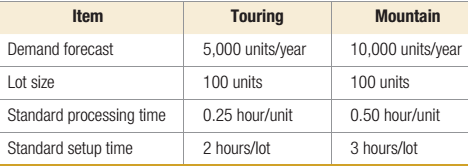
The shop currently works 8 hours a day, 5 days a week, 50 weeks a year. It operates five workstations, each producing one bicycle in the time shown in the table. The shop maintains a 15 percent capacity cushion. How many workstations will be required next year to meet expected demand without using overtime amid without decreasing the firm’s current capacity cushion?
Want to see the full answer?
Check out a sample textbook solution
Chapter 4 Solutions
Operations Management: Processes and Supply Chains, Student Value Edition Plus MyLab Operations Management with Pearson eText -- Access Card Package (12th Edition)
Additional Business Textbook Solutions
Marketing: An Introduction (13th Edition)
Essentials of MIS (13th Edition)
Gitman: Principl Manageri Finance_15 (15th Edition) (What's New in Finance)
Principles of Operations Management: Sustainability and Supply Chain Management (10th Edition)
Financial Accounting, Student Value Edition (5th Edition)


- Problem 1 (10 Points) Davison Electronics manufactures three LED television monitors, identified as Model A, Model B, and Model C. Davison Electronics four manufacturing plants. Each model has its lowest possible production cost when produced at Plant 1. However, Plant 1 does not have the capacity to handle the total production of all three models. As a result, at least some of the production must be routed to the other manufacturing plants. The following table shows the minimum production requirements for next month, the plant capacities in units per month, and the production cost per unit at each plant: Model Production Cost per Unit Minimum Production Requirements Plant 1 Plant 2 Plant 3 Plant 4 A $25 $28 $37 $34 48,000 B $26 $35 $36 $41 75,000 C $20 $31 $26 $23 60,000 Production Capacity 65,000 50,000 32,000 43,000 Davison’s objective is to determine the cost-minimizing production plan. We have…arrow_forwardLead Story: Identify the key story or insight based on your visualizations. Shaffer’s 4C Framework: Describe how you applied Shaffer’s 4C principles in the design of your charts. Gestalt Principles or Preattentive Attributes: Explain how you applied at least one Gestalt principle or preattentive attribute in your chartarrow_forwardFor the purpose of process analysis, which of the following measures would be considered an appropriate flow unit for analyzing the main operation of a local accounting firm? Instructions: You may select more than one answer. a. Number of accountants working each week b. Number of tax returns completed each week c. Number of customers with past-due invoices d. Number of reams of paper received from suppliersarrow_forward
- 4. Based on the data provided in Table 2.5, what is the flow rate of callers from 8:00 a.m. to 8:20 a.m.? TABLE 2.5 Time Stamps of the Eight Callers Who Called from 8:00 a.m. to 8:20 a.m. to the Reservation Desk of a Ferry Service Caller Time In Time Out 1 8:01 8:05 2 3 4 5 6 8:02 8:07 8:06 8:08 8:09 8:12 8:10 8:15 8:12 8:20 7 8:16 8:19 8 8:17 8:19 5. Based on the data provided in Table 2.5, what is the flow time of callers from 8:00 a.m. to 8:20 a.m.? 6. Based on the data provided in Table 2.6, what is the flow rate of customers from 9:00 a.m. to 10:00 a.m.? TABLE 2.6 Time Stamps of 10 Customers Who Visited a Local Bank Branch from 9:00 a.m. to 10:00 a.m. Customer 1 2 3 4 5 6 7 8 9 10 Time In Time Out 9:01 9:07 9:06 9:21 9:08 9:20 9:14 9:19 9:20 9:28 9:26 9:33 9:31 9:39 9:40 9:46 9:44 9:59 9:53 9:57 7. Based on the data provided in Table 2.6, what is the flow time of customers from 9:00 a.m. to 10:00 a.m.?arrow_forwardHow is Little’s Law currently used in today’s supply chains? Provide an example of where it is used.arrow_forwardHow would you Briefly state your views on music for a Christian school interview?arrow_forward
- 3) Rane Brake Linings manufactures brake pads in a process focused facility; the fixed costs are nine thousand dollars per year, the variable cost is fifty dollars per brake pad, each brake pad sells for two hundred dollars. a) Calculate the breakeven point (in units) for this operation. b) Calculate the breakeven point (in $) for this operation. c) Calculate the profit/loss on a demand of two hundred brake pads per year. Note: You could work out the problem by hand or use excel; in chapter 5, section 5.11 of the Stevenson text, evaluating alternatives (cost volume analysis) is covered with examples; chapter 5 Stevenson lecture power point slides 34 to 44 (chapter 5 lecture: 29.49 mins to 38.87 mins) cover cost volume analysis with examples.arrow_forward1. For the purpose of process analysis, which of the following measures would beconsidered an appropriate flow unit for analyzing the operation of a coffee shop?Instructions: You may select more than one answer. a. Square footage of the store b. Number of employees working each week c. Number of hours the store is open each week d. Number of customers served each weekarrow_forwardLO2-1 1. From the perspective of process analysis, which of the following could be appropriate flow units for a hardware store? a. Number of workers b. Number of cash registers c. Number of customers d. Number of suppliers page 37 2. Over the course of a month, which of the following is most likely to describe an appropriate flow unit for a process analysis of a hospital? a. The number of physicians b. The number of beds c. The square footage of the building d. The number of patients LO2-2 3. At a cruise ship terminal, each day on average 1000 passengers embark on ships. On average, passengers spend 5 days on their cruise before returning to this terminal. If the flow unit is a passenger, then what are the flow rate and flow time of this process? 4. It is election day and 1800 voters vote in their precinct’s library during the 10 hours the polls are open. On average, there are 15 voters in the library and they spend on average 5 minutes in the library to complete their voting. What is…arrow_forward
- What do you feel is the most effective way to communicate with families? Describe how you have used this/these technique(s).arrow_forwardPP.52 A manufacturer of solid state drives (SSDs) has projected the next six months of demand to be as shown the table below: Supply/Demand Info Beginning Jan Feb Mar Apr May Jun Forecast (demand) 53,800 53,400 51,000 63,800 49,200 59,000 Regular production Overtime production Subcontract production Ending inventory 4,000 Hired employees Fired employees Total employees 190 Cost variables are as follows: Cost Variables Labor cost/hour $16 Overtime cost/unit $39 Subcontracting cost/unit $35 Holding cost/unit/month $14 Hiring cost/employee $3,100 Firing cost/employee $5,500 Here is some additional relevant (capacity) information: Capacity Information Total labor hours/SSD 4 Regular production units/employee/month 200…arrow_forwardDiscuss how a human resource professional can better gain the confidence of senior management and, thereby, become a key participant/player in the organization’s future.arrow_forward
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage, Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing
MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning
Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning