
EBK MANUFACTURING ENGINEERING & TECHNOL
7th Edition
ISBN: 9780100793439
Author: KALPAKJIAN
Publisher: YUZU
expand_more
expand_more
format_list_bulleted
Concept explainers
Question
Chapter 16, Problem 55QTP
To determine
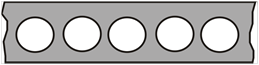
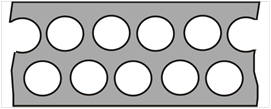
Estimate the percentage of scrap in producing a round blank if clearance between blanks is about the one tenth of the radius of the blank. Consider single and multiple-row blanking, as shown below.
Expert Solution & Answer
Want to see the full answer?
Check out a sample textbook solution
Students have asked these similar questions
Two large tanks, each holding 100 L of liquid, are interconnected by pipes, with the liquid flowing from tank
A into tank B at a rate of 3 L/min and from B into A at a rate of 1 L/min (see Figure Q1). The liquid inside each
tank is kept well stirred. A brine solution with a concentration of 0.2 kg/L of salt flows into tank A at a rate of
6 L/min. The diluted solution flows out of the system from tank A at 4 L/min and from tank B at 2 L/min. If,
initially, tank A contains pure water and tank B contains 20 kg of salt.
A
6 L/min
0.2 kg/L
x(t)
100 L
4 L/min
x(0) = 0 kg
3 L/min
1 L/min
B
y(t)
100 L
y(0) = 20 kg
2 L/min
Figure Q1 - Mixing problem for interconnected tanks
Determine the mass of salt in each tank at time t≥ 0:
Analytically (hand calculations)
Using MATLAB Numerical Functions (ode45)
Creating Simulink Model
Plot all solutions on the same graph for the first 15 min. The graph must be fully formatted by code.
5. Estimate the friction pressure gradient in a 10.15 cm bore unheated horizontal
pipe for the following conditions:
Fluid-propylene
Pressure 8.175 bar
Temperature-7°C
Mass flow of liquid-2.42 kg/s. Density of liquid-530 kg/m³
Mass flow of vapour-0.605 kg/s. Density of vapour-1.48 kg/m³
Describe the following HVAC systems.
a) All-air systems
b) All-water systems
c) Air-water systems
Graphically represent each system with a sketch.
Chapter 16 Solutions
EBK MANUFACTURING ENGINEERING & TECHNOL
Ch. 16 - How does sheet-metal forming differ from rolling,...Ch. 16 - What causes burrs? How can they be reduced or...Ch. 16 - Prob. 3RQCh. 16 - Describe the difference between compound,...Ch. 16 - Describe the characteristics of sheet metals that...Ch. 16 - Describe the features of forming-limit diagrams...Ch. 16 - List the properties of materials that influence...Ch. 16 - Give one specific application for each of the...Ch. 16 - Why do tubes buckle when bent? What is the effect...Ch. 16 - Define normal anisotropy, and explain why it is...
Ch. 16 - Describe earing and why it occurs.Ch. 16 - What are the advantages of rubber forming? Which...Ch. 16 - Explain the difference between deep drawing and...Ch. 16 - How is roll forming fundamentally different from...Ch. 16 - What is nesting? What is its significance?Ch. 16 - Describe the differences between compound,...Ch. 16 - What is microforming?Ch. 16 - Explain the advantages of superplastic forming.Ch. 16 - What is hot stamping? For what materials is it...Ch. 16 - What is springback? What is negative springback?Ch. 16 - Explain the differences that you have observed...Ch. 16 - Take any three topics from Chapter 2, and, with...Ch. 16 - Do the same as for Problem 16.22, but for Chapter...Ch. 16 - Identify the material and process variables that...Ch. 16 - Explain why springback in bending depends on yield...Ch. 16 - Explain why cupping tests may not predict well the...Ch. 16 - Identify the factors that influence the...Ch. 16 - Why are the beads in Fig. 16.36b placed in those...Ch. 16 - A general rule for dimensional relationships for...Ch. 16 - Section 16.2 stated that the punch stripping force...Ch. 16 - Is it possible to have ironing take place in an...Ch. 16 - Note the roughness of the periphery of the flanged...Ch. 16 - What recommendations would you make in order to...Ch. 16 - It has been stated that the quality of the sheared...Ch. 16 - Give several specific examples from this chapter...Ch. 16 - As you can see, some of the operations described...Ch. 16 - Through changes in clamping or die design, it is...Ch. 16 - How would you produce the part shown in Fig....Ch. 16 - It has been stated that the thicker the sheet...Ch. 16 - Prob. 41QTPCh. 16 - Calculate the value of R in Problem 16.41. Will...Ch. 16 - Estimate the limiting drawing ratio for the...Ch. 16 - Using Eq. (16.15) and the K value for TNT, plot...Ch. 16 - Section 16.5 states that the k values in bend...Ch. 16 - For explosive forming, calculate the peak pressure...Ch. 16 - Measure the respective areas of the solid outlines...Ch. 16 - Plot Eq. (16.6) in terms of the elastic modulus,...Ch. 16 - What is the minimum bend radius for a 1.0-mm-thick...Ch. 16 - Survey the technical literature and explain the...Ch. 16 - Using the data in Table 16.3 and referring to Eq....Ch. 16 - What is the force required to punch a square hole...Ch. 16 - In Case Study 16.2, it was stated that the reason...Ch. 16 - A cup is being drawn from a sheet metal that has a...Ch. 16 - Prob. 55QTPCh. 16 - Figure P16.57 shows a parabolic profile that will...Ch. 16 - Prob. 59SDPCh. 16 - Consider several shapes to be blanked from a large...Ch. 16 - Prob. 61SDPCh. 16 - Many axisymmetric missile bodies are made by...Ch. 16 - Metal cans are either two-piece (in which the...Ch. 16 - The design shown in Fig. P16.65 is proposed for a...Ch. 16 - Suggest consumer-product designs that could...Ch. 16 - How would you produce the part shown in Fig. 16.44...Ch. 16 - Using a ball-peen hammer, strike the surface of...Ch. 16 - Inspect a common paper punch and observe the shape...Ch. 16 - Obtain an aluminum beverage can and slit it in...Ch. 16 - Prob. 71SDPCh. 16 - Prob. 73SDPCh. 16 - On the basis of experiments, it has been suggested...Ch. 16 - Design a box that will contain a 4-in. 6-in. ...Ch. 16 - Repeat Problem 16.77, but design the box from a...
Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Similar questions
- Two large tanks, each holding 100 L of liquid, are interconnected by pipes, with the liquid flowing from tank A into tank B at a rate of 3 L/min and from B into A at a rate of 1 L/min (see Figure Q1). The liquid inside each tank is kept well stirred. A brine solution with a concentration of 0.2 kg/L of salt flows into tank A at a rate of 6 L/min. The diluted solution flows out of the system from tank A at 4 L/min and from tank B at 2 L/min. If, initially, tank A contains pure water and tank B contains 20 kg of salt. A 6 L/min 0.2 kg/L x(t) 100 L 4 L/min x(0) = 0 kg 3 L/min 1 L/min B y(t) 100 L y(0) = 20 kg 2 L/min Figure Q1 - Mixing problem for interconnected tanks Determine the mass of salt in each tank at time t≥ 0: Analytically (hand calculations) Using MATLAB Numerical Functions (ode45) Creating Simulink Model Plot all solutions on the same graph for the first 15 min. The graph must be fully formatted by code.arrow_forwardased on the corresponding mass flow rates (and NOT the original volumetric flow rates) determine: a) The mass flow rate of the mixed air (i.e., the combination of the two flows) leaving the chamber in kg/s. b) The temperature of the mixed air leaving the chamber. Please use PyscPro software for solving this question. Notes: For part (a), you will first need to find the density or specific volume for each state (density = 1/specific volume). The units the 'v' and 'a' are intended as subscripts: · kgv = kg_v = kgv = kilogram(s) [vapour] kga = kg_a =kga = kilogram(s) [air]arrow_forwardThe answers to this question s wasn't properly given, I need expert handwritten solutionsarrow_forward
- I need expert handwritten solutions to this onlyarrow_forwardTwo large tanks, each holding 100 L of liquid, are interconnected by pipes, with the liquid flowing from tank A into tank B at a rate of 3 L/min and from B into A at a rate of 1 L/min (see Figure Q1). The liquid inside each tank is kept well stirred. A brine solution with a concentration of 0.2 kg/L of salt flows into tank A at a rate of 6 L/min. The diluted solution flows out of the system from tank A at 4 L/min and from tank B at 2 L/min. If, initially, tank A contains pure water and tank B contains 20 kg of salt. A 6 L/min 0.2 kg/L x(t) 100 L 4 L/min x(0) = 0 kg 3 L/min B y(t) 100 L y(0) = 20 kg 2 L/min 1 L/min Figure Q1 - Mixing problem for interconnected tanks Determine the mass of salt in each tank at time t > 0: Analytically (hand calculations)arrow_forwardTwo springs and two masses are attached in a straight vertical line as shown in Figure Q3. The system is set in motion by holding the mass m₂ at its equilibrium position and pushing the mass m₁ downwards of its equilibrium position a distance 2 m and then releasing both masses. if m₁ = m₂ = 1 kg, k₁ = 3 N/m and k₂ = 2 N/m. www.m k₁ = 3 (y₁ = 0). m₁ = 1 k2=2 (y₂ = 0) |m₂ = 1 Y2 y 2 System in static equilibrium (Net change in spring length =32-31) System in motion Figure Q3 - Coupled mass-spring system Determine the equations of motion y₁(t) and y₂(t) for the two masses m₁ and m₂ respectively: Analytically (hand calculations)arrow_forward
- 100 As a spring is heated, its spring constant decreases. Suppose the spring is heated and then cooled so that the spring constant at time t is k(t) = t sin N/m. If the mass-spring system has mass m = 2 kg and a damping constant b = 1 N-sec/m with initial conditions x(0) = 6 m and x'(0) = -5 m/sec and it is subjected to the harmonic external force f(t) = 100 cos 3t N. Find at least the first four nonzero terms in a power series expansion about t = 0, i.e. Maclaurin series expansion, for the displacement: Analytically (hand calculations)arrow_forwardthis is answer to a vibrations question. in the last part it states an assumption of x2, im not sure where this assumption comes from. an answer would be greatly appreciatedarrow_forwardPlease answer with the sketches.arrow_forward
- The beam is made of elastic perfectly plastic material. Determine the shape factor for the cross section of the beam (Figure Q3). [Take σy = 250 MPa, yNA = 110.94 mm, I = 78.08 x 106 mm²] y 25 mm 75 mm I 25 mm 200 mm 25 mm 125 Figure Q3arrow_forwardA beam of the cross section shown in Figure Q3 is made of a steel that is assumed to be elastic- perfectectly plastic material with E = 200 GPa and σy = 240 MPa. Determine: i. The shape factor of the cross section ii. The bending moment at which the plastic zones at the top and bottom of the bar are 30 mm thick. 15 mm 30 mm 15 mm 30 mm 30 mm 30 mmarrow_forwardA torque of magnitude T = 12 kNm is applied to the end of a tank containing compressed air under a pressure of 8 MPa (Figure Q1). The tank has a 180 mm inner diameter and a 12 mm wall thickness. As a result of several tensile tests, it has been found that tensile yeild strength is σy = 250 MPa for thr grade of steel used. Determine the factor of safety with respect to yeild, using: (a) The maximum shearing stress theory (b) The maximum distortion energy theory T Figure Q1arrow_forward
arrow_back_ios
SEE MORE QUESTIONS
arrow_forward_ios
Recommended textbooks for you
 Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press
Elements Of ElectromagneticsMechanical EngineeringISBN:9780190698614Author:Sadiku, Matthew N. O.Publisher:Oxford University Press Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON
Mechanics of Materials (10th Edition)Mechanical EngineeringISBN:9780134319650Author:Russell C. HibbelerPublisher:PEARSON Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education
Thermodynamics: An Engineering ApproachMechanical EngineeringISBN:9781259822674Author:Yunus A. Cengel Dr., Michael A. BolesPublisher:McGraw-Hill Education Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY
Control Systems EngineeringMechanical EngineeringISBN:9781118170519Author:Norman S. NisePublisher:WILEY Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning
Mechanics of Materials (MindTap Course List)Mechanical EngineeringISBN:9781337093347Author:Barry J. Goodno, James M. GerePublisher:Cengage Learning Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY
Engineering Mechanics: StaticsMechanical EngineeringISBN:9781118807330Author:James L. Meriam, L. G. Kraige, J. N. BoltonPublisher:WILEY
Elements Of Electromagnetics
Mechanical Engineering
ISBN:9780190698614
Author:Sadiku, Matthew N. O.
Publisher:Oxford University Press
Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:9780134319650
Author:Russell C. Hibbeler
Publisher:PEARSON
Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:9781259822674
Author:Yunus A. Cengel Dr., Michael A. Boles
Publisher:McGraw-Hill Education
Control Systems Engineering
Mechanical Engineering
ISBN:9781118170519
Author:Norman S. Nise
Publisher:WILEY
Mechanics of Materials (MindTap Course List)
Mechanical Engineering
ISBN:9781337093347
Author:Barry J. Goodno, James M. Gere
Publisher:Cengage Learning
Engineering Mechanics: Statics
Mechanical Engineering
ISBN:9781118807330
Author:James L. Meriam, L. G. Kraige, J. N. Bolton
Publisher:WILEY