
Concept explainers
Videos
New England Foundry
For more than 75 years, New England Foundry, Inc., (NEFI), has manufactured wood stoves for home use. In recent years, with increasing energy prices, President George Mathison has seen sales triple. This dramatic increase has made it difficult for George to maintain quality in all his wood stoves and related products.
Unlike other companies manufacturing wood stoves, NEFI is in the business of making only stoves and stove-related products. Its major products are the Warmglo I, the Warmglo II, the Warmglo III, and the Warmglo IV. The Warmglo I is the smallest wood stove, with a heat output of 30,000 BTUs, and the Warmglo IV is the largest, with a heat output of 60,000 BTUs.
The Warmglo III outsold all other models by a wide margin. Its heat output and available accessories were ideal for the typical home. The Warmglo III also had a number of other outstanding features that made it one of the most attractive and heat-efficient stoves on the market. These features, along with the accessories, resulted in expanding sales and prompted George to build a new factory to manufacture the Warmglo III model. An overview diagram of the factory is shown in Figure D.6.
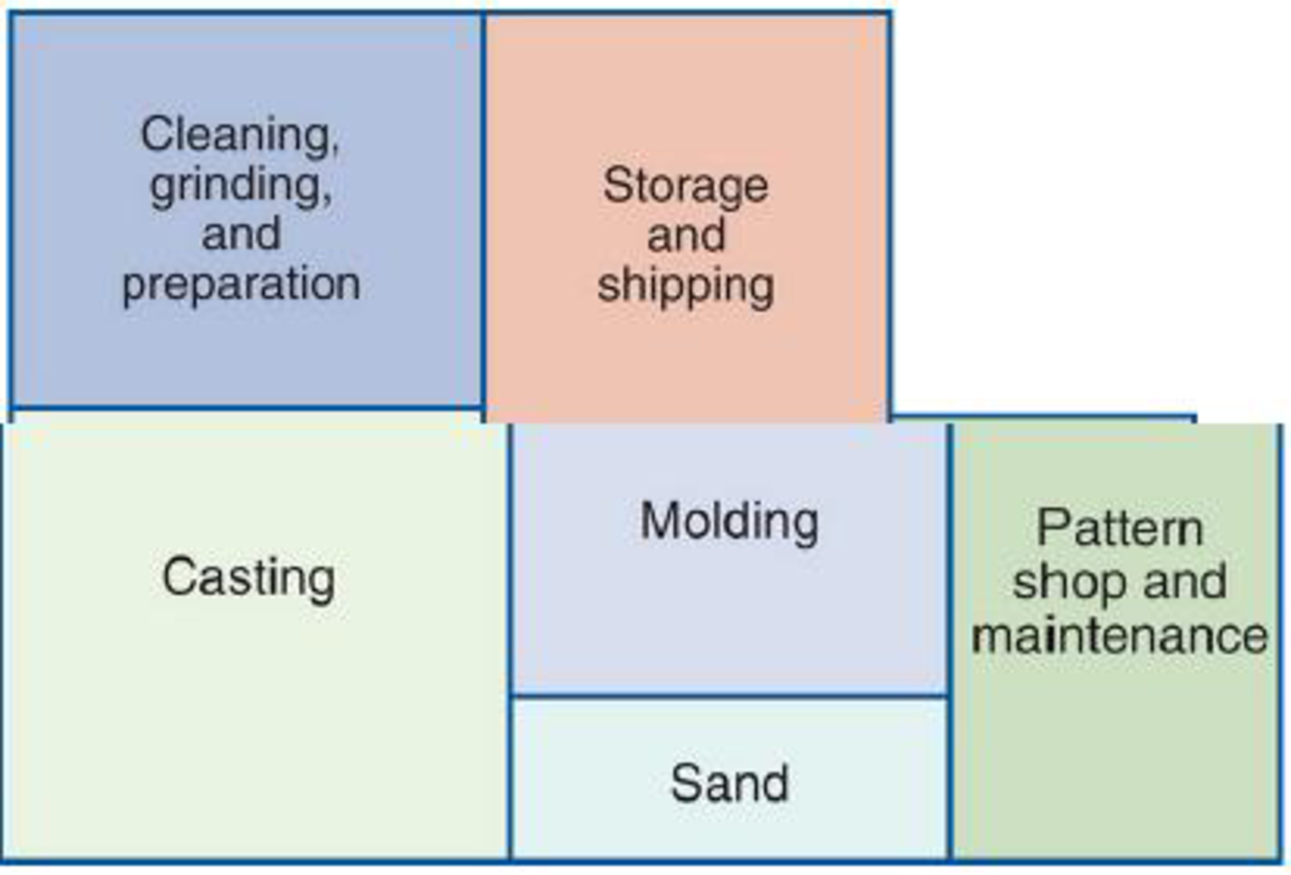
Figure D.6 Overview of Factory
The new foundry used the latest equipment, including a new Disamatic that helped in manufacturing stove parts. Regardless of new equipment or procedures, casting operations have remained basically unchanged for hundreds of years. To begin with, a wooden pattern is made for every cast-iron piece in the stove. The wooden pattern is an exact duplicate of the cast-iron piece that is to be manufactured. All NEFI patterns are made by Precision Patterns, Inc. and are stored in the pattern shop and maintenance room. Next, a specially formulated sand is molded around the wooden pattern. There can be two or more sand molds for each pattern. The sand is mixed and the molds are made in the molding room. When the wooden pattern is removed, the resulting sand molds form a negative image of the desired casting.
Next, molds are transported to the casting room, where molten iron is poured into them and allowed to cool. When the iron has solidified, molds are moved into the cleaning, grinding, and preparation room, where they are dumped into large vibrators that shake most of the sand from the casting. The rough castings are then subjected to both sandblasting to remove the rest of the sand and grinding to finish some of their surfaces. Castings are then painted with a special heat-resistant paint, assembled into workable stoves, and inspected for manufacturing defects that may have gone undetected. Finally, finished stoves are moved to storage and shipping, where they are packaged and transported to the appropriate locations.
At present, the pattern shop and the maintenance department are located in the same room. One large counter is used by both maintenance personnel, who store tools and parts (which are mainly used by the casting department), and sand molders, who need various patterns for the molding operation. Pete Nawler and Bob Dillman, who work behind the counter, can service a total of 10 people per hour (about 5 per hour each). On average, 4 people from casting and 3 from molding arrive at the counter each hour. People from molding and casting departments arrive randomly, and to be served, 1hey form a single line.
Pete and Bob have always had a policy of first come, first served. Because of the location of the pattern shop and maintenance department, it takes an average of 3 minutes for an individual from the casting department to walk to the pattern and maintenance room, and it takes about 1 minute for an individual to walk from the molding department to the pattern and maintenance room.
After observing the operation of the pattern shop and maintenance room for several weeks, George decided to make some changes to the factory layout. An overview of these changes appears in Figure D.7.
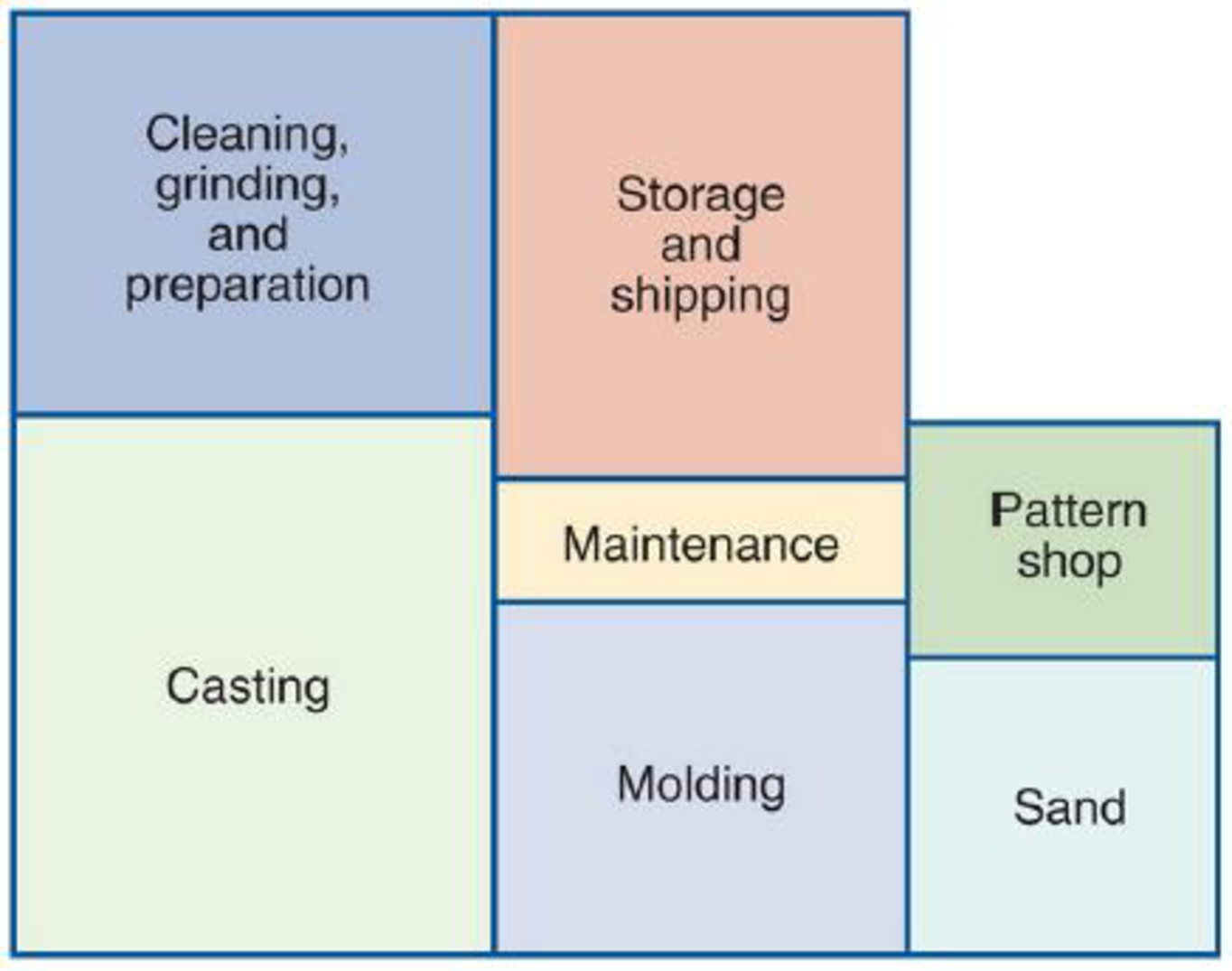
Figure D.7 Overview of Factory after Changes
Separating the maintenance shop from the pattern shop would have a number of advantages. It would take people from the casting department only 1 minute instead of 3 to get to the new maintenance room. The time from molding to the pattern shop would be unchanged. Using motion and time studies, George was also able to determine that improving the layout of the maintenance room would allow Bob to serve 6 people from the casting department per hour; improving the layout of the pattern department would allow Pete to serve 7 people from the molding shop per hour.
3. Should George have made the change in layout?
Want to see the full answer?
Check out a sample textbook solution
Chapter D Solutions
Operations Management


- What are your thoughts on how businesses can account for real-world variability when applying Little's Law, especially in industries where demand is highly unpredictable? Please provide referencearrow_forwardHow can businesses integrate Petri Net modeling with Little's Law to enhance supply chain resilience, especially in unexpected disruptions such as supplier delays or demand fluctuations? Please provide a refernencearrow_forwardHow can businesses integrate Petri Net modeling with Little's Law to enhance supply chain resilience, especially in unexpected disruptions such as supplier delays or demand fluctuations?arrow_forward
- Learning Activity 5: Expansion in Global Markets Discussion Questions: Bubble (or “boba”) tea is a milky tea containing chewy tapioca balls. It is has gained huge popularity in markets across Asia and is now also in North America and Europe. In your view will the recent exponential growth continue, and will it be at the expense of other drinks such as traditional black or green tea or coffee? Can global markets continue to support its growth, and what age group is mainly targeted?arrow_forwardDyson, a high-tech home appliance maker, has cut ties with Malaysian supplier ATA IMS Bhd following an audit of the company's labour practices and allegations by a whistleblower. ATA is already under US investigation over forced labour allegations. Dyson has terminated its contracts and is in talks with its customer over the audit findings. ATA, which produces parts for Dyson's vacuum cleaners and air purifiers, tumbled 30% to its lowest since April 2020. The termination is a significant blow for Malaysia, a major electronics manufacturing hub, which has faced scrutiny this year over claims of abusive working and living conditions. Dyson terminated the relationship with six months' contractual notice, hoping it would give ATA the impetus to improve and enable an orderly withdrawal in the interests of the workers they employ. Former ATA worker Dhan Kumar Limbu was beaten by police in Malaysia after sharing information about conditions at the factory with activists. ATA denied all…arrow_forwardQuestion content area Part 1 Oakwood Hospital is considering using ABC analysis to classify laboratory SKUs into three categories: those that will be delivered daily from their supplier (Class A items), those that will be controlled using a continuous review system (B items), and those that will be held in a two bin system (C items). The following table shows the annual dollar usage for a sample of eight SKUs. Fill in the blanks for annual dollar usage below. (Enter your responses rounded to the nearest whole number.) Part 2 Rank the SKUs in descending order on the basis of their annual dollar usage and fill in the table with the ranked SKU's percentage of dollar usage. (Enter your responses rounded to two decimal places.)arrow_forward
- Sam's Pet Hotel operates 51 weeks per year, 6 days per week, and uses a continuous review inventory system. It purchases kitty litter for $13.00 per bag. The following information is available about these bags: > Demand 70 bags/week > Order cost $58.00/order > Annual holding cost 30 percent of cost > Desired cycle-service level = 80 percent >Lead time 4 weeks (24 working days) > Standard deviation of weekly demand = 15 bags > Current on-hand inventory is 320 bags, with no open orders or backorders. a. Suppose that the weekly demand forecast of 70 bags is incorrect and actual demand averages only 45 bags per week. How much higher will total costs be, owing to the distorted EOQ caused by this forecast error? The costs will be $ higher owing to the error in EOQ. (Enter your response rounded to two decimal places.)arrow_forwarda. The average aggregate inventory value of the product if Ruby-Star used vendor 1 exclusively is $enter your response here. (Enter your response as a whole number.) b. The aggregate inventory value of the product if Ruby-Star used vendor 2 exclusively is shown below. c. How would your analysis change if average weekly demand increased to 160 units per week? The aggregate inventory values are shown below.arrow_forwarda. What order quantity should be used? lures. (Enter your response rounded to the nearest whole number.) b. What reorder point should be used? (Enter your response rounded to the nearest whole number.) c. What is the total annual cost for this inventory system? (Enter your response rounded to two decimal places)arrow_forward
- Oakwood Hospital is considering using ABC analysis to classify laboratory SKUS into three categories: those that will be delivered daily from their supplier (Class A items), those that will be controlled using a continuous review system (B items), and those that will be held in a two bin system (C items). The following table shows the annual dollar usage for a sample of eight SKUS. Fill in the blanks for annual dollar usage below. (Enter your responses rounded to the nearest whole number.) SKU Unit Value Demand (units) Annual Dollar Usage 1 $1.10 30,000 $ 2 $0.02 125,000 $ 3 $0.20 65,000 S 4 $0.02 1,100 SA 5 $1.40 150 SA 678 $4.10 900 $ $0.80 350 $ $0.55 80 EA $arrow_forwardDyson, a high-tech home appliance maker, has cut ties with Malaysian supplier ATA IMS Bhd following an audit of the company's labour practices and allegations by a whistleblower. ATA is already under US investigation over forced labour allegations. Dyson has terminated its contracts and is in talks with its customer over the audit findings. ATA, which produces parts for Dyson's vacuum cleaners and air purifiers, tumbled 30% to its lowest since April 2020. The termination is a significant blow for Malaysia, a major electronics manufacturing hub, which has faced scrutiny this year over claims of abusive working and living conditions. Dyson terminated the relationship with six months' contractual notice, hoping it would give ATA the impetus to improve and enable an orderly withdrawal in the interests of the workers they employ. Former ATA worker Dhan Kumar Limbu was beaten by police in Malaysia after sharing information about conditions at the factory with activists. ATA denied all…arrow_forwardQuestion 4 (25 Marks) Discuss how developing internal performance measures to track the performance of supplier development, can create efficiency for Pick n Pay.arrow_forward

 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage, Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning- MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing