
Concept explainers
Videos
Tuff-Rider, Inc. manufactures touring bikes and mountain bikes in a variety of frame sizes, colors, and component combinations. Identical bicycles are produced in lots of 100. The projected demand, lot size, and time standards are shown in the following table.
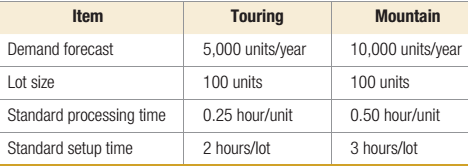
The shop currently works 8 hours a day, 5 days a week, 50 weeks a year. It operates five workstations, each producing one bicycle in the time shown in the table. The shop maintains a 15 percent capacity cushion. How many workstations will be required next year to meet expected demand without using overtime amid without decreasing the firm’s current capacity cushion?
Want to see the full answer?
Check out a sample textbook solution
Chapter 4 Solutions
Operations Management: Processes And Supply Chains (12th Global Edition) - Does Not Include Mylab Operations Management
Additional Business Textbook Solutions
Marketing: An Introduction (13th Edition)
Essentials of MIS (13th Edition)
Gitman: Principl Manageri Finance_15 (15th Edition) (What's New in Finance)
Principles of Operations Management: Sustainability and Supply Chain Management (10th Edition)
Financial Accounting, Student Value Edition (5th Edition)


- What are your thoughts on how businesses can account for real-world variability when applying Little's Law, especially in industries where demand is highly unpredictable? Please provide referencearrow_forwardHow can businesses integrate Petri Net modeling with Little's Law to enhance supply chain resilience, especially in unexpected disruptions such as supplier delays or demand fluctuations? Please provide a refernencearrow_forwardHow can businesses integrate Petri Net modeling with Little's Law to enhance supply chain resilience, especially in unexpected disruptions such as supplier delays or demand fluctuations?arrow_forward
- Learning Activity 5: Expansion in Global Markets Discussion Questions: Bubble (or “boba”) tea is a milky tea containing chewy tapioca balls. It is has gained huge popularity in markets across Asia and is now also in North America and Europe. In your view will the recent exponential growth continue, and will it be at the expense of other drinks such as traditional black or green tea or coffee? Can global markets continue to support its growth, and what age group is mainly targeted?arrow_forwardDyson, a high-tech home appliance maker, has cut ties with Malaysian supplier ATA IMS Bhd following an audit of the company's labour practices and allegations by a whistleblower. ATA is already under US investigation over forced labour allegations. Dyson has terminated its contracts and is in talks with its customer over the audit findings. ATA, which produces parts for Dyson's vacuum cleaners and air purifiers, tumbled 30% to its lowest since April 2020. The termination is a significant blow for Malaysia, a major electronics manufacturing hub, which has faced scrutiny this year over claims of abusive working and living conditions. Dyson terminated the relationship with six months' contractual notice, hoping it would give ATA the impetus to improve and enable an orderly withdrawal in the interests of the workers they employ. Former ATA worker Dhan Kumar Limbu was beaten by police in Malaysia after sharing information about conditions at the factory with activists. ATA denied all…arrow_forwardQuestion content area Part 1 Oakwood Hospital is considering using ABC analysis to classify laboratory SKUs into three categories: those that will be delivered daily from their supplier (Class A items), those that will be controlled using a continuous review system (B items), and those that will be held in a two bin system (C items). The following table shows the annual dollar usage for a sample of eight SKUs. Fill in the blanks for annual dollar usage below. (Enter your responses rounded to the nearest whole number.) Part 2 Rank the SKUs in descending order on the basis of their annual dollar usage and fill in the table with the ranked SKU's percentage of dollar usage. (Enter your responses rounded to two decimal places.)arrow_forward
- Sam's Pet Hotel operates 51 weeks per year, 6 days per week, and uses a continuous review inventory system. It purchases kitty litter for $13.00 per bag. The following information is available about these bags: > Demand 70 bags/week > Order cost $58.00/order > Annual holding cost 30 percent of cost > Desired cycle-service level = 80 percent >Lead time 4 weeks (24 working days) > Standard deviation of weekly demand = 15 bags > Current on-hand inventory is 320 bags, with no open orders or backorders. a. Suppose that the weekly demand forecast of 70 bags is incorrect and actual demand averages only 45 bags per week. How much higher will total costs be, owing to the distorted EOQ caused by this forecast error? The costs will be $ higher owing to the error in EOQ. (Enter your response rounded to two decimal places.)arrow_forwarda. The average aggregate inventory value of the product if Ruby-Star used vendor 1 exclusively is $enter your response here. (Enter your response as a whole number.) b. The aggregate inventory value of the product if Ruby-Star used vendor 2 exclusively is shown below. c. How would your analysis change if average weekly demand increased to 160 units per week? The aggregate inventory values are shown below.arrow_forwarda. What order quantity should be used? lures. (Enter your response rounded to the nearest whole number.) b. What reorder point should be used? (Enter your response rounded to the nearest whole number.) c. What is the total annual cost for this inventory system? (Enter your response rounded to two decimal places)arrow_forward
- Oakwood Hospital is considering using ABC analysis to classify laboratory SKUS into three categories: those that will be delivered daily from their supplier (Class A items), those that will be controlled using a continuous review system (B items), and those that will be held in a two bin system (C items). The following table shows the annual dollar usage for a sample of eight SKUS. Fill in the blanks for annual dollar usage below. (Enter your responses rounded to the nearest whole number.) SKU Unit Value Demand (units) Annual Dollar Usage 1 $1.10 30,000 $ 2 $0.02 125,000 $ 3 $0.20 65,000 S 4 $0.02 1,100 SA 5 $1.40 150 SA 678 $4.10 900 $ $0.80 350 $ $0.55 80 EA $arrow_forwardDyson, a high-tech home appliance maker, has cut ties with Malaysian supplier ATA IMS Bhd following an audit of the company's labour practices and allegations by a whistleblower. ATA is already under US investigation over forced labour allegations. Dyson has terminated its contracts and is in talks with its customer over the audit findings. ATA, which produces parts for Dyson's vacuum cleaners and air purifiers, tumbled 30% to its lowest since April 2020. The termination is a significant blow for Malaysia, a major electronics manufacturing hub, which has faced scrutiny this year over claims of abusive working and living conditions. Dyson terminated the relationship with six months' contractual notice, hoping it would give ATA the impetus to improve and enable an orderly withdrawal in the interests of the workers they employ. Former ATA worker Dhan Kumar Limbu was beaten by police in Malaysia after sharing information about conditions at the factory with activists. ATA denied all…arrow_forwardQuestion 4 (25 Marks) Discuss how developing internal performance measures to track the performance of supplier development, can create efficiency for Pick n Pay.arrow_forward
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage, Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing
MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning
Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning