Concept explainers
To determine: The number of suppliers to be chosen by Company W.
Introduction:
Answer to Problem 3P
TheCompany W can choose one supplier.
Explanation of Solution
Given information:
Formula:
Calculation for supplier selection:
Probability of selecting one supplier:

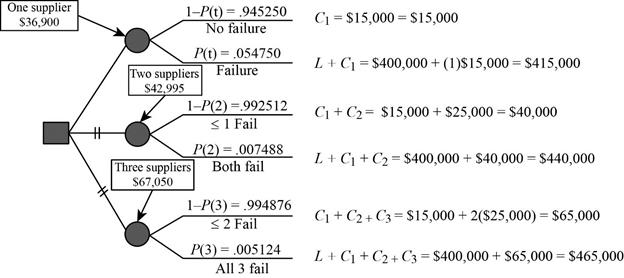
To find the probability of selecting one supplier, substitute the number of chosen suppliers, probability of super-event and unique-event in the above formula. Here, the number of suppliers chosen is ‘1’; S=0.005 and U=0.05 are substituted in the above formula, which gives the probability as 0.05475.
Probability of selecting two suppliers:
To find the probability of selecting two suppliers, substitute the number of chosen suppliers, probability of super-event and unique-event in the above formula. Here, the number of suppliers chosen is ‘2’; S=0.005 and U=0.05 are substituted in the above formula, which gives the probability as 0.007488.
Probability of selecting three suppliers:
To find the probability of selecting three suppliers, substitute the number of chosen suppliers, probability of super-event and unique-event in the above formula. Here, the number of suppliers chosen is ‘3’; S=0.005 and U=0.05 are substituted in the above formula, which gives the probability as 0.00512.
Calculation of cost:
Failure cost and no-failure cost is calculated for every number of suppliers selected.
- When one supplier is selected:
- Calculation of no-failure cost:
When there is no failure of supplier, then there is no loss, when one supplier is selected. The only cost associated with the supplier selection is the marginal cost.
Probability of no-failure for one supplier,
- Calculation of failure cost:
When the supplier selection fails, along with marginal cost, the supplier failure cost is also added to the failure cost.
- Calculation of total cost:
The total cost is calculated by summing up the values obtained by multiplying the cost with respective probabilities.
The total cost of selecting one supplier is $36,900.
- When two suppliers are selected:
- Calculation of no-failure cost:
When there is no failure of suppliers, then there is no loss, when two suppliers are selected. The only cost associated with the supplier selection is the marginal cost.
Probability of no-failure for two suppliers,
- Calculation of failure cost:
When the supplier selection fails, along with marginal cost, the supplier failure cost is also added to the failure cost.
- Calculation of total cost:
The total cost is calculated by summing up the values obtained by multiplying the cost with respective probabilities.
The total cost of selecting two suppliers is $42,995.
- When three suppliers are selected:
- Calculation of no-failure cost:
When there is no failure of suppliers, then there is no loss, when three suppliers are selected. The only cost associated with the supplier selection is the marginal cost.
Probability of no-failure for three suppliers,
- Calculation of failure cost:
When the supplier selection fails, along with marginal cost, the supplier failure cost is also added to the failure cost.
- Calculation of total cost:
The total cost is calculated by summing up the values obtained by multiplying the cost with respective probabilities.
The total cost of selecting three suppliers is $67,050.
From Equations ((1), (2) and (3)), it can be inferred that the total cost is low, when one supplier is selected. Therefore, it is advisable for Company W to select one supplier.
Hence, Company W can choose one supplier.
Want to see more full solutions like this?
Chapter 11 Solutions
Principles Of Operations Management


- A small furniture manufacturer produces tables and chairs. Each product must go through three stages of the manufacturing process – assembly, finishing, and inspection. Each table requires 3 hours of assembly, 2 hours of finishing, and 1 hour of inspection. The profit per table is $120 while the profit per chair is $80. Currently, each week there are 200 hours of assembly time available, 180 hours of finishing time, and 40 hours of inspection time. Linear programming is to be used to develop a production schedule. Define the variables as follows: T = number of tables produced each week C= number of chairs produced each week According to the above information, what would the objective function be? (a) Maximize T+C (b) Maximize 120T + 80C (c) Maximize 200T+200C (d) Minimize 6T+5C (e) none of the above According to the information provided in Question 17, which of the following would be a necessary constraint in the problem? (a) T+C ≤ 40 (b) T+C ≤ 200 (c) T+C ≤ 180 (d) 120T+80C ≥ 1000…arrow_forwardAs much detail as possible. Dietary Management- Nursing Home Don't add any fill-in-the-blanksarrow_forwardMenu Planning Instructions Use the following questions and points as a guide to completing this assignment. The report should be typed. Give a copy to the facility preceptor. Submit a copy in your Foodservice System Management weekly submission. 1. Are there any federal regulations and state statutes or rules with which they must comply? Ask preceptor about regulations that could prescribe a certain amount of food that must be kept on hand for emergencies, etc. Is the facility accredited by any agency such as Joint Commission? 2. Describe the kind of menu the facility uses (may include standard select menu, menu specific to station, non-select, select, room service, etc.) 3. What type of foodservice does the facility have? This could be various stations to choose from, self-serve, 4. conventional, cook-chill, assembly-serve, etc. Are there things about the facility or system that place a constraint on the menu to be served? Consider how patients/guests are served (e.g. do they serve…arrow_forward
- Work with the chef and/or production manager to identify a menu item (or potential menu item) for which a standardized recipe is needed. Record the recipe with which you started and expand it to meet the number of servings required by the facility. Develop an evaluation rubric. Conduct an evaluation of the product. There should be three or more people evaluating the product for quality. Write a brief report of this activity • Product chosen and the reason why it was selected When and where the facility could use the product The standardized recipe sheet or card 。 o Use the facility's format or Design one of your own using a form of your choice; be sure to include the required elements • • Recipe title Yield and portion size Cooking time and temperature Ingredients and quantities Specify AP or EP Procedures (direction)arrow_forwardASSIGNMENT: Inventory, Answer the following questions 1. How does the facility survey inventory? 2. Is there a perpetual system in place? 3. How often do they do a physical inventory? 4. Participate in taking inventory. 5. Which type of stock system does the facility use? A. Minimum stock- includes a safety factor for replenishing stock B. Maximum stock- equal to a safety stock plus estimated usage (past usage and forecasts) C. Mini-max-stock allowed to deplete to a safety level before a new order is submitted to bring up inventory up to max again D. Par stock-stock brought up to the par level each time an order is placed regardless of the amount on hand at the time of order E. Other-(describe) Choose an appropriate product and determine how much of an item should be ordered. Remember the formula is: Demand during lead time + safety stock = amount to order Cost out an inventory according to data supplied. Remember that to do this, you will need to take an inventory, and will need to…arrow_forwardHuman Relations, Systems, and Organization Assignments ORGANIZATION: Review the organization chart for the facility • Draw an organization chart for the department. • . Identify and explain the relationships of different units in the organization and their importance to maintain the food service department's mission. Include a copy in your weekly submission. There is a feature in PowerPoint for doing this should you want to use it. JOB ORGANIZATION: ⚫ A job description is a broad, general, and written statement for a specific job, based on the findings of a job analysis. It generally includes duties, purpose, responsibilities, scope, and working conditions of a job along with the job's title, and the name or designation of the person to whom the employee reports. Job description usually forms the basis of job specification. • Work with your preceptor or supervisor to identify a position for which you will write a job description. Include a copy of the job description you write in your…arrow_forward
 Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage, Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning
Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning