
Concept explainers
Videos
Rob Honeycutt created Timbuk2 to offer consumers the ability to make their own custom, three-panel messenger bags. And instead of following the standard strategy of manufacturing in Asia, Rob set up Timbuk2 in San Francisco with its own facility. But is this the best strategy? Should Timbuk2 consider moving production to China?
The image above displays a screenshot from Timbuk2’s online retailing website that allows customers to customize their messenger bag to their own particular tastes. A customer can select one color for each of the three panels and a separate color, if they want, for the Timbuk2 “swirl” logo. The color options change over time, to keep things “fresh,” but at any one time Timbuk2 generally offers at least 16 options for each panel and the logo.
Once customized, Timbuk2 manufactures the bag in San Francisco and then ships the bag to the customer within two to three days.
Timbuk2 sells bags through its online store for about $100 per bag. Although it would love to sell bags only through its website and to sell many more of them, the market for custom bags at this price point is only so big. So Timbuk2 sells bags through other channels as well. For example, retailers such as REI purchase a limited selection of bags to sell in their stores. While Timbuk2 appreciates sales through this wholesale channel, they don’t generate the same revenue per bag as the online channel—more like $35 per bag. Even though the wholesale bags generally do not involve nearly the same level of customization as the online bags (i.e., retailers tend to select more conservative color combinations), those bags are made on the same production line as the online bags. However, the promised lead time to wholesale customers is longer, more like two to three weeks.

Courtesy of TIMBUK2
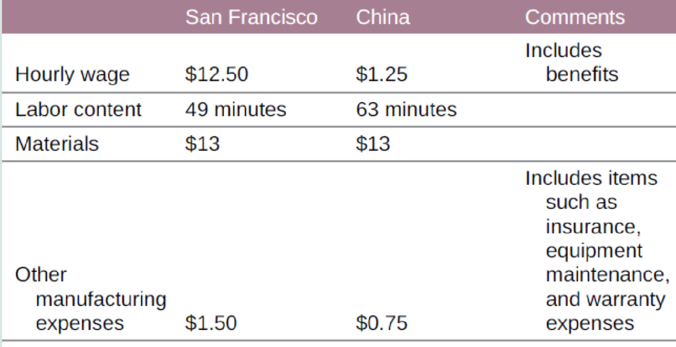
The decision as to whether to send production to China involves a number of issues. Table 11.11 provides a cost comparison between production in San Francisco and in China. There is clearly a dramatic difference in labor costs on a per-hour basis, but the workers in San Francisco are slightly more productive (they require 49 minutes per bag instead of 63 minutes). Material costs do not differ between the two options, because in both cases materials are procured in China. It costs $1 per bag to send it from China via ocean carrier, but the lead time is probably eight weeks when all of the steps are accounted for (e.g., production, movement to the port, and actual shipping). To get a faster lead time would require air shipments, but that is much more expensive: $15 per bag.
TABLE 11.11 Production and Shipment Costs per Bag by Production Location

Of course, Table 11.11 doesn’t tell the entire story. There would be costs associated with finding a good supplier and monitoring that supplier. And it isn’t clear how Timbuk2’s customers would react to the move—from its start, Timbuk2 emphasized with pride that it was made in San Francisco. Does moving production to China eliminate part of the brand’s cache with customers?
Should it move production of custom bags to China? Should it move production of wholesale bags to China?
Want to see the full answer?
Check out a sample textbook solution
Chapter 11 Solutions
OPERATION MANAGEMENT
Additional Business Textbook Solutions
Principles of Economics (MindTap Course List)
Financial Accounting, Student Value Edition (5th Edition)
Operations Management: Processes and Supply Chains (12th Edition) (What's New in Operations Management)
Horngren's Cost Accounting: A Managerial Emphasis (16th Edition)
MARKETING:REAL PEOPLE,REAL CHOICES
Intermediate Accounting (2nd Edition)


- Can you guys help me with this? Thank you! Here's the question: Compared to the CONSTRAINT model, how has the network changed? How do you plan to add contingency to your network? Please answer this throughly Here's the what-if scenario: Assume that Dallas plant has lost power. It cannot serve the DCs anymore and has to remain locked indefinitely. Re-optimize the network considering this new constraint. Here's the scenario comparison analysis: Scenario Constraint Scenario vs What-if Scenario Summary In comparing the Constraint Scenario to the What-if Scenario, a few key differences highlight the efficiencies evident in the supply chain. Firstly, the total cost in the Constraint Scenario is lower at $7,424,575.45, while the What-if Scenario incurs a total cost of $7,486,369.12, resulting in a cost delta of $61,793.67. Additionally, although both scenarios exhibit the same average service time of 0.72 days, the What-if Scenario has a more favorable average end-to-end service time of 2.41…arrow_forwardEmployee In-Service Training ASSIGNMENT: In-Service Training. The intern is required to plan and implement two in-service training sessions for employees. Each in-service should last at least 10 but not more than 30 minutes and should be given to all employees affected. The preceptor or supervisor/unit manager must approve all in-service topics. 1) One presentation should be related to a policy or procedure of any kind (e.g. proper use of equipment); 2) The second presentation must be related to sanitation or safety. For each in-service presentation, the intern must develop a written class plan and a visual aid (may be a handout, poster, PowerPoint slide presentation, etc.) appropriate to the life experiences, cultural diversity and educational background of the target audience. The intern must also measure behavior change. Note, this cannot be measured by a written pre- and post- test. That would be measuring knowledge. The intern mustactually observe and document that the learners…arrow_forwardFor a dietary manager in a nursing home to train a dietary aidearrow_forward
- Dietary Management in a Nursing Home. As detailed as possible.arrow_forwardFor dietary management in a nursing home. As detailed as possible.arrow_forwardA small furniture manufacturer produces tables and chairs. Each product must go through three stages of the manufacturing process – assembly, finishing, and inspection. Each table requires 3 hours of assembly, 2 hours of finishing, and 1 hour of inspection. The profit per table is $120 while the profit per chair is $80. Currently, each week there are 200 hours of assembly time available, 180 hours of finishing time, and 40 hours of inspection time. Linear programming is to be used to develop a production schedule. Define the variables as follows: T = number of tables produced each week C= number of chairs produced each week According to the above information, what would the objective function be? (a) Maximize T+C (b) Maximize 120T + 80C (c) Maximize 200T+200C (d) Minimize 6T+5C (e) none of the above According to the information provided in Question 17, which of the following would be a necessary constraint in the problem? (a) T+C ≤ 40 (b) T+C ≤ 200 (c) T+C ≤ 180 (d) 120T+80C ≥ 1000…arrow_forward
- As much detail as possible. Dietary Management- Nursing Home Don't add any fill-in-the-blanksarrow_forwardMenu Planning Instructions Use the following questions and points as a guide to completing this assignment. The report should be typed. Give a copy to the facility preceptor. Submit a copy in your Foodservice System Management weekly submission. 1. Are there any federal regulations and state statutes or rules with which they must comply? Ask preceptor about regulations that could prescribe a certain amount of food that must be kept on hand for emergencies, etc. Is the facility accredited by any agency such as Joint Commission? 2. Describe the kind of menu the facility uses (may include standard select menu, menu specific to station, non-select, select, room service, etc.) 3. What type of foodservice does the facility have? This could be various stations to choose from, self-serve, 4. conventional, cook-chill, assembly-serve, etc. Are there things about the facility or system that place a constraint on the menu to be served? Consider how patients/guests are served (e.g. do they serve…arrow_forwardWork with the chef and/or production manager to identify a menu item (or potential menu item) for which a standardized recipe is needed. Record the recipe with which you started and expand it to meet the number of servings required by the facility. Develop an evaluation rubric. Conduct an evaluation of the product. There should be three or more people evaluating the product for quality. Write a brief report of this activity • Product chosen and the reason why it was selected When and where the facility could use the product The standardized recipe sheet or card 。 o Use the facility's format or Design one of your own using a form of your choice; be sure to include the required elements • • Recipe title Yield and portion size Cooking time and temperature Ingredients and quantities Specify AP or EP Procedures (direction)arrow_forward
 Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing
MarketingMarketingISBN:9780357033791Author:Pride, William MPublisher:South Western Educational Publishing Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning
Contemporary MarketingMarketingISBN:9780357033777Author:Louis E. Boone, David L. KurtzPublisher:Cengage Learning Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,